- Industrial robot
-
 Articulated industrial robot operating in a foundry.
Articulated industrial robot operating in a foundry.
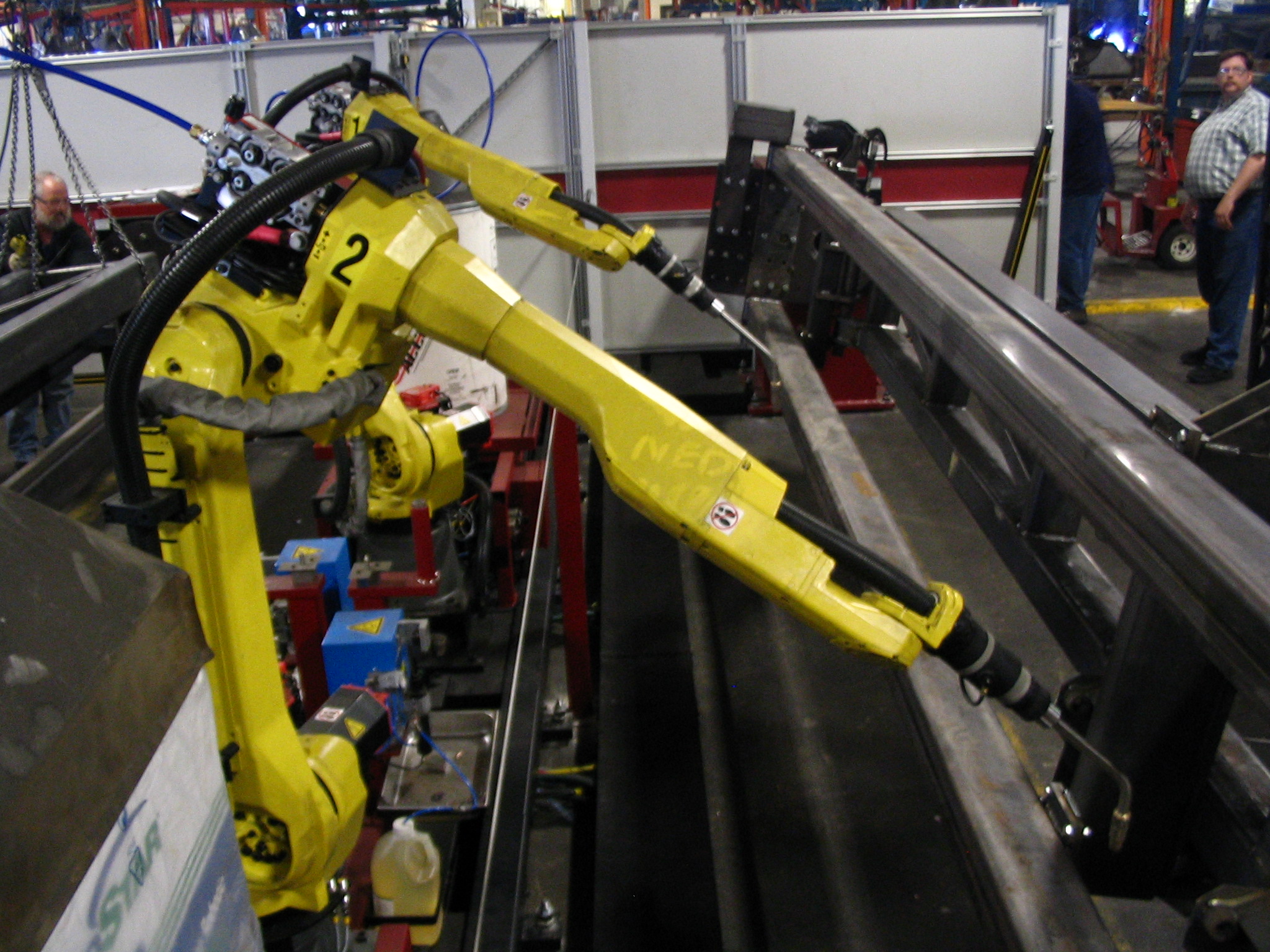
 A set of six-axis robots used for welding.
A set of six-axis robots used for welding. Factory Automation with industrial robots for palletizing food products like bread and toast at a bakery in Germany
Factory Automation with industrial robots for palletizing food products like bread and toast at a bakery in GermanyAn industrial robot is defined by ISO[1] as an automatically controlled, reprogrammable, multipurpose manipulator programmable in three or more axes. The field of robotics may be more practically defined as the study, design and use of robot systems for manufacturing (a top-level definition relying on the prior definition of robot).
Typical applications of robots include welding, painting, assembly, pick and place (such as packaging, palletizing and SMT), product inspection, and testing; all accomplished with high endurance, speed, and precision.
Contents
Robot types, features
The most commonly used robot configurations are articulated robots, SCARA robots and Cartesian coordinate robots, (aka gantry robots or x-y-z robots). In the context of general robotics, most types of robots would fall into the category of robotic arms (inherent in the use of the word manipulator in the above-mentioned ISO standard). Robots exhibit varying degrees of autonomy:
- Some robots are programmed to faithfully carry out specific actions over and over again (repetitive actions) without variation and with a high degree of accuracy. These actions are determined by programmed routines that specify the direction, acceleration, velocity, deceleration, and distance of a series of coordinated motions.
- Other robots are much more flexible as to the orientation of the object on which they are operating or even the task that has to be performed on the object itself, which the robot may even need to identify. For example, for more precise guidance, robots often contain machine vision sub-systems acting as their "eyes", linked to powerful computers or controllers. Artificial intelligence, or what passes for it, is becoming an increasingly important factor in the modern industrial robot.
History of industrial robotics
 George Devol, c. 1982
George Devol, c. 1982George Devol applied for the first robotics patents in 1954 (granted in 1961). The first company to produce a robot was Unimation, founded by Devol and Joseph F. Engelberger in 1956, and was based on Devol's original patents. Unimation robots were also called programmable transfer machines since their main use at first was to transfer objects from one point to another, less than a dozen feet or so apart. They used hydraulic actuators and were programmed in joint coordinates, i.e. the angles of the various joints were stored during a teaching phase and replayed in operation. They were accurate to within 1/10,000 of an inch (note: although accuracy is not an appropriate measure for robots, usually evaluated in terms of repeatability - see later). Unimation later licensed their technology to Kawasaki Heavy Industries and Guest-Nettlefolds, manufacturing Unimates in Japan and England respectively. For some time Unimation's only competitor was Cincinnati Milacron Inc. of Ohio. This changed radically in the late 1970s when several big Japanese conglomerates began producing similar industrial robots.
In 1969 Victor Scheinman at Stanford University invented the Stanford arm, an all-electric, 6-axis articulated robot designed to permit an arm solution. This allowed it accurately to follow arbitrary paths in space and widened the potential use of the robot to more sophisticated applications such as assembly and welding. Scheinman then designed a second arm for the MIT AI Lab, called the "MIT arm." Scheinman, after receiving a fellowship from Unimation to develop his designs, sold those designs to Unimation who further developed them with support from General Motors and later marketed it as the Programmable Universal Machine for Assembly (PUMA).
Industrial robotics took off quite quickly in Europe, with both ABB Robotics and KUKA Robotics bringing robots to the market in 1973. ABB Robotics (formerly ASEA) introduced IRB 6, among the world's first commercially available all electric micro-processor controlled robot. The first two IRB 6 robots were sold to Magnusson in Sweden for grinding and polishing pipe bends and were installed in production in January 1974. Also in 1973 KUKA Robotics built its first robot, known as FAMULUS,[2] also one of the first articulated robot to have six electromechanically driven axes.
Interest in robotics increased in the late 1970s and many US companies entered the field, including large firms like General Electric, and General Motors (which formed joint venture FANUC Robotics with FANUC LTD of Japan). U.S. startup companies included Automatix and Adept Technology, Inc. At the height of the robot boom in 1984, Unimation was acquired by Westinghouse Electric Corporation for 107 million U.S. dollars. Westinghouse sold Unimation to Stäubli Faverges SCA of France in 1988, which is still making articulated robots for general industrial and cleanroom applications and even bought the robotic division of Bosch in late 2004.
Only a few non-Japanese companies ultimately managed to survive in this market, the major ones being Adept Technology, Stäubli-Unimation, the Swedish-Swiss company ABB Asea Brown Boveri and the German company KUKA Robotics.
Technical description
Defining parameters
- Number of axes – two axes are required to reach any point in a plane; three axes are required to reach any point in space. To fully control the orientation of the end of the arm (i.e. the wrist) three more axes (yaw, pitch, and roll) are required. Some designs (e.g. the SCARA robot) trade limitations in motion possibilities for cost, speed, and accuracy.
- Degrees of freedom which is usually the same as the number of axes.
- Working envelope – the region of space a robot can reach.
- Kinematics – the actual arrangement of rigid members and joints in the robot, which determines the robot's possible motions. Classes of robot kinematics include articulated, cartesian, parallel and SCARA.
- Carrying capacity or payload – how much weight a robot can lift.
- Speed – how fast the robot can position the end of its arm. This may be defined in terms of the angular or linear speed of each axis or as a compound speed i.e. the speed of the end of the arm when all axes are moving.
- Acceleration - how quickly an axis can accelerate. Since this is a limiting factor a robot may not be able to reach its specified maximum speed for movements over a short distance or a complex path requiring frequent changes of direction.
- Accuracy – how closely a robot can reach a commanded position. When the absolute position of the robot is measured and compared to the commanded position the error is a measure of accuracy. Accuracy can be improved with external sensing for example a vision system or Infra-Red. See robot calibration. Accuracy can vary with speed and position within the working envelope and with payload (see compliance).
- Repeatability - how well the robot will return to a programmed position. This is not the same as accuracy. It may be that when told to go to a certain X-Y-Z position that it gets only to within 1 mm of that position. This would be its accuracy which may be improved by calibration. But if that position is taught into controller memory and each time it is sent there it returns to within 0.1mm of the taught position then the repeatability will be within 0.1mm.
Accuracy and repeatability are different measures. Repeatability is usually the most important criterion for a robot. ISO 9283 [3] sets out a method whereby both accuracy and repeatability can be measured. Typically a robot is sent to a taught position a number of times and the error is measured at each return to the position after visiting 4 other positions. Repeatability is then quantified using the standard deviation of those samples in all three dimensions. A typical robot can, of course make a positional error exceeding that and that could be a problem for the process. Moreover the repeatability is different in different parts of the working envelope and also changes with speed and payload. ISO 9283 specifies that accuracy and repeatability should be measured at maximum speed and at maximum payload. But this results in pessimistic values whereas the robot could be much more accurate and repeatable at light loads and speeds. Repeatability in an industrial process is also subject to the accuracy of the end effector, for example a gripper, and even to the design of the 'fingers' that match the gripper to the object being grasped. For example if a robot picks a screw by its head the screw could be at a random angle. A subsequent attempt to insert the screw into a hole could easily fail. These and similar scenarios can be improved with 'lead-ins' e.g. by making the entrance to the hole tapered.
- Motion control – for some applications, such as simple pick-and-place assembly, the robot need merely return repeatably to a limited number of pre-taught positions. For more sophisticated applications, such as welding and finishing (spray painting), motion must be continuously controlled to follow a path in space, with controlled orientation and velocity.
- Power source – some robots use electric motors, others use hydraulic actuators. The former are faster, the latter are stronger and advantageous in applications such as spray painting, where a spark could set off an explosion; however, low internal air-pressurisation of the arm can prevent ingress of flammable vapours as well as other contaminants.
- Drive – some robots connect electric motors to the joints via gears; others connect the motor to the joint directly (direct drive). Using gears results in measurable 'backlash' which is free movement in an axis. Smaller robot arms frequently employ high speed, low torque DC motors, which generally require high gearing ratios; this has the disadvantage of backlash. In such cases the harmonic drive is often used.
- Compliance - this is a measure of the amount in angle or distance that a robot axis will move when a force is applied to it. Because of compliance when a robot goes to a position carrying its maximum payload it will be at a position slightly lower than when it is carrying no payload. Compliance can also be responsible for overshoot when carrying high payloads in which case acceleration would need to be reduced.
Robot programming and interfaces
 Offline programming by ROBCAD
Offline programming by ROBCAD A typical well-used teach pendant with optional mouse
A typical well-used teach pendant with optional mouseThe setup or programming of motions and sequences for an industrial robot is typically taught by linking the robot controller to a laptop, desktop computer or (internal or Internet) network.
A robot and a collection of machines or peripherals is referred to as a workcell, or cell. A typical cell might contain a parts feeder, a molding machine and a robot. The various machines are 'integrated' and controlled by a single computer or PLC. How the robot interacts with other machines in the cell must be programmed, both with regard to their positions in the cell and synchronizing with them.
Software: The computer is installed with corresponding interface software. The use of a computer greatly simplifies the programming process. Specialized robot software is run either in the robot controller or in the computer or both depending on the system design.
There are two basic entities that need to be taught (or programmed): positional data and procedure. For example in a task to move a screw from a feeder to a hole the positions of the feeder and the hole must first be taught or programmed. Secondly the procedure to get the screw from the feeder to the hole must be programmed along with any I/O involved, for example a signal to indicate when the screw is in the feeder ready to be picked up. The purpose of the robot software is to facilitate both these programming tasks.
Teaching the robot positions may be achieved a number of ways:
Positional commands The robot can be directed to the required position using a GUI or text based commands in which the required X-Y-Z position may be specified and edited.
Teach pendant: Robot positions can be taught via a teach pendant. This is a handheld control and programming unit. The common features of such units are the ability to manually send the robot to a desired position, or "inch" or "jog" to adjust a position. They also have a means to change the speed since a low speed is usually required for careful positioning, or while test-running through a new or modified routine. A large emergency stop button is usually included as well. Typically once the robot has been programmed there is no more use for the teach pendant.
Lead-by-the-nose is a technique offered by many robot manufacturers. In this method, one user holds the robot's manipulator, while another person enters a command which de-energizes the robot causing it to go limp. The user then moves the robot by hand to the required positions and/or along a required path while the software logs these positions into memory. The program can later run the robot to these positions or along the taught path. This technique is popular for tasks such as paint spraying.
Offline programming is where the entire cell, the robot and all the machines or instruments in the workspace are mapped graphically. The robot can then be moved on screen and the process simulated. The technique has limited value because it relies on accurate measurement of the positions of the associated equipment and also relies on the positional accuracy the robot which may or may not conform to what is programmed (see accuracy and repeatability, above).
Others In addition, machine operators often use user interface devices, typically touchscreen units, which serve as the operator control panel. The operator can switch from program to program, make adjustments within a program and also operate a host of peripheral devices that may be integrated within the same robotic system. These include end effectors, feeders that supply components to the robot, conveyor belts, emergency stop controls, machine vision systems, safety interlock systems, bar code printers and an almost infinite array of other industrial devices which are accessed and controlled via the operator control panel.
The teach pendant or PC is usually disconnected after programming and the robot then runs on the program that has been installed in its controller. However a computer is often used to 'supervise' the robot and any peripherals, or to provide additional storage for access to numerous complex paths and routines.
End-of-arm Tooling
The most essential robot peripheral is the end effector, or end-of-arm-tooling (EOT). Common examples of end effectors include welding devices (such as MIG-welding guns, spot-welders, etc.), spray guns and also grinding and deburring devices (such as pneumatic disk or belt grinders, burrs, etc.), and grippers (devices that can grasp an object, usually electromechanical or pneumatic). Another common means of picking up an object is by vacuum. End effectors are frequently highly complex, made to match the handled product and often capable of picking up an array of products at one time. They may utilize various sensors to aid the robot system in locating, handling, and positioning products.
Controlling Movement
For a given robot the only parameters necessary to completely locate the end effector (gripper, welding torch, etc.) of the robot are the angles of each of the joints or displacements of the linear axes (or combinations of the two for robot formats such as SCARA). However there are many different ways to define the points. The most common and most convenient way of defining a point is to specify a Cartesian coordinate for it, i.e. the position of the 'end effector' in mm in the X, Y and Z directions relative to the robot's origin. In addition, depending on the types of joints a particular robot may have, the orientation of the end effector in yaw, pitch, and roll and the location of the tool point relative to the robot's faceplate must also be specified. For a jointed arm these coordinates must be converted to joint angles by the robot controller and such conversions are known as Cartesian Transformations which may need to be performed iteratively or recursively for a multiple axis robot. The mathematics of the relationship between joint angles and actual spatial coordinates is called kinematics. See robot control
Positioning by Cartesian coordinates may be done by entering the coordinates into the system or by using a teach pendant which moves the robot in X-Y-Z directions. It is much easier for a human operator to visualize motions up/down, left/right, etc. than to move each joint one at a time. When the desired position is reached it is then defined in some way particular to the robot software in use, e.g. P1 - P5 below.
Typical Programming
Most articulated robots perform by storing a series of positions in memory, and moving to them at various times in their programming sequence. For example, a robot which is moving items from one place to another might have a simple 'pick and place' program similar to the following:
Define points P1–P5:
- Safely above workpiece (defined as P1)
- 10 cm Above bin A (defined as P2)
- At position to take part from bin A (defined as P3)
- 10 cm Above bin B (defined as P4)
- At position to take part from bin B. (defined as P5)
Define program:
- Move to P1
- Move to P2
- Move to P3
- Close gripper
- Move to P2
- Move to P4
- Move to P5
- Open gripper
- Move to P4
- Move to P1 and finish
For examples of how this would look in popular robot languages see industrial robot programming.
Singularities
The American National Standard for Industrial Robots and Robot Systems — Safety Requirements (ANSI/RIA R15.06-1999) defines a singularity as “a condition caused by the collinear alignment of two or more robot axes resulting in unpredictable robot motion and velocities.” It is most common in robot arms that utilize a “triple-roll wrist”. This is a wrist about which the three axes of the wrist, controlling yaw, pitch, and roll, all pass through a common point. An example of a wrist singularity is when the path through which the robot is traveling causes the first and third axes of the robot’s wrist to line up. The second wrist axis then attempts to spin 360° in zero time to maintain the orientation of the end effector. Another common term for this singularity is a “wrist flip”. The result of a singularity can be quite dramatic and can have adverse effects on the robot arm, the end effector, and the process. Some industrial robot manufacturers have attempted to side-step the situation by slightly altering the robot’s path to prevent this condition. Another method is to slow the robot’s travel speed, thus reducing the speed required for the wrist to make the transition. The ANSI/RIA has mandated that robot manufacturers shall make the user aware of singularities if they occur while the system is being manually manipulated.
Recent and future developments
Main article: Future of roboticsAs of 2005, the robotic arm business is approaching a mature state, where they can provide enough speed, accuracy and ease of use for most of the applications. Vision guidance (aka machine vision) is bringing a lot of flexibility to robotic cells. However, the end effector attached to a robot is often a simple pneumatic, 2-position chuck. This does not allow the robotic cell to easily handle different parts, in different orientations.
Hand-in-hand with increasing off-line programmed applications, robot calibration is becoming more and more important in order to guarantee a good positioning accuracy.
Other developments include downsizing industrial arms for light industrial use such as production of small products, sealing and dispensing, quality control, handling samples in the laboratory. Such robots are usually classified as "bench top" robots. Robots are used in pharmaceutical research in a technique called High-throughput screening. Bench top robots are also used in consumer applications (micro-robotic arms). Industrial arms may be used in combination with or even mounted on automated guided vehicles (AGVs) to make the automation chain more flexible between pick-up and drop-off.
Market structure
The 2010 report[4] from the International Federation of Robotics shows that Japanese companies lead the world in both stock and sales of multi-purpose industrial robots. About 60 per cent of the installations were articulated robots, 22 per cent were gantry robots, and 13 per cent were SCARA robots and 4 per cent were cylindrical robots. The majority of installations are in the automobile sector. There are increasing sales into non automotive sectors such as metals and plastics.
In 2007 the world market grew by 3% with approximately 114,000 new installed industrial robots. At the end of 2007 there were around one million industrial robots in use, compared with an estimated 50,000 service robots for industrial use.[4]
References
- ^ ISO Standard 8373:1994, Manipulating Industrial Robots – Vocabulary
- ^ KUKA-Roboter.de: 1973 The First KUKA Robot English, 28th of March 2010
- ^ ISO 9283 preview
- ^ a b World Robotics 2010
Further reading
- Nof, Shimon Y. (editor) (1999). Handbook of Industrial Robotics, 2nd ed. John Wiley & Sons. 1378 pp. ISBN 0-471-17783-0.
- Lars Westerlund (author) (2000). The extended arm of man. ISBN 91-7736-467-8.
External links
- Industrial robots and robot system safety (by OSHA, so in the public domain).
- International Federation of Robotics IFR (worldwide)
- Robotic Industries Association RIA (North America).
Mobile robots Ground OtherUnderwater Unmanned underwater vehicle (UUV) · Autonomous underwater vehicle (AUV) · Intervention AUV (I-AUV) · Remotely operated underwater vehicle (ROUV) · Underwater gliderSurface Aerial Space Other Domestic · Military · Rescue · Medical · Disability · Agricultural · BEAM robotics · Microbotics · NanoroboticsSee also: Unmanned vehicle · Robotics · Robot locomotion · Autonomous robot · Autonomous logistics · Radio-controlled model · Remote control vehicle · Remote-controlled animal · Categories: Radio control · Unmanned vehiclesRobotics (outline) Main articles Outline of robotics · Glossary of robotics · Index of robotics articles · History of robots · Robotics worldwide · Robot Hall of Fame · Roboethics · Robotic laws · Human-robot interaction · AI Competitions · Future of roboticsRobots Humanoids · Androids · Biomorphic · Hexapods · Industrial · Articulated · Domestic · Entertainment · Military · Medical · Service · Disability · Agricultural · Food service · BEAM robotics · Microbotics · Nanorobotics • List of robots · Fictional robotsRobot classification Robot locomotion Wheels · Tracks · Walking · Running · Swimming · Climbing · Hopping · Metachronal motion · Crawling · BrachiatingRobot navigation Robot research Roboticist · Areas · Evolutionary · Kits · Simulator · Suite · Open-source · Software · Adaptable · Developmental · Paradigms · UbiquitousCategories:- Robots
- Industry
- Manufacturing
- Production and manufacturing
- Industrial robots
- American inventions
- Packaging machinery




Wikimedia Foundation. 2010.